林肯MinarcTig焊机

产品描述
MinarcTig是紧凑稳定型直流电焊机,适用于MMA和TIG焊接。这 款焊机非常轻便且功率强大,可通过自带的模制手柄或随附的肩 带轻松携带至工作场所。 180和180 MLP型号可在常规照明电路中使用,即单相电网 中。250和250 MLP型号则需要三相电网。
焊接 MinarcTig是一款精确的焊接工具,只要遵守正确的操作步骤, 每次都能提供高质量的焊接效果。焊接质量不仅受焊机本身的影 响。除了带熔断器的正确电源之外,个人专业知识、辅助设备和 耗材也具有至关重要的作用。 在焊接电极与工件之间建立电弧后,焊接就会开始。除非已正确 设置设备,包括将接地线连接到工件上,否则无法进行焊接。该 电缆可建立一个让焊接电流流通的焊接电路。请检查接地线夹是 否已连接到待焊接的工件上,并且线夹触点部位保持清洁和没有 涂料。 MMA 焊接 MMA是一种简单的焊接工艺。焊条以短路方式连接至工件,产 生的电弧可形成一个熔池,焊丝电极在其中熔化。焊条周围的涂 层会燃烧,形成保护性气圈和熔渣,可直接保护灼热的熔池免受 空气污染。熔渣会漂浮在灼热的熔池内, 凝固在形成的焊道 内,保护冷焊效果。 电极沿焊缝缓慢移动。运行速度直接与所选的电极尺寸和焊接电 流成正比。 可用风铲清除焊渣,以露出焊接部位(始终佩戴 护目镜)。 TIG 焊接 在TIG焊接中,焊弧形成于非耗材型钨电极与工件之间。产生的 高温焊弧将工件熔化以形成焊池,具有相似合金成分的焊丝缓慢 熔化至其中。灼热的焊池和焊丝通过注入保护气体而免受空气污 染物的有害影响,这些气体按照每分钟约8–15升的速率从TIG焊 接炬的陶瓷喷嘴中流出。(本产品包不提供气体调节器、流量计 和纯氩保护气)。
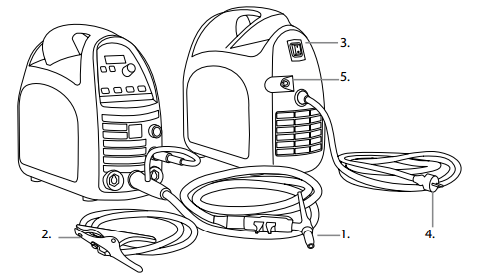
1. 焊接炬 2. 地线和地线夹 3. 主开关 4. 电源线(MinarcTig 180图示) 5. 保护气接头
焊接电流调节和遥控
如果选择了面板调节(PANEL),则可使用控制旋钮逐步调节焊接 电流。 如果您要使用遥控调节焊接电流,则将遥控器连接至焊机,再使 用电流调节选择器(7)选择遥控。有以下遥控器可以选择:RTC10 、RTC20、R10 和 R11F。脚踏遥控器 R11F 只能用于 2T 模式 下的 TIG 焊接。
2.6.2 MMA 焊接设置
当 MMA 符号旁边的指示灯亮起时,说明选择了 MMA 焊接模 式。如果需要,请按工艺选择按钮以选择 MMA 工艺 (4)。焊机会 自动设置合适的引弧时间、引弧脉冲和动态引弧值。
2.6.3 TIG 焊接功能
通过按 MMA/TIG 按钮选择 TIG 焊接工艺。 2T 模式下的焊枪开关控制和高频引弧 按下焊枪开关时,保护气开始流出,然后高频引弧电路自动引 弧。电流开始上升(如果设置了上升时间),直至达到设置的焊 接电流大小。在释放焊枪开关时,电流开始下降。在指定的下降 时间过后,电弧熄灭,开始滞后停气。 4T 模式下的焊枪开关控制和高频引弧 按下焊枪开关时,保护气开始流出。释放该开关时,高频引弧电 路将自动引弧。电流开始上升(如果设置了上升时间),直至达 到设置的焊接电流大小。在做好结束焊接准备时,再次按下并释 放焊枪开关。焊接电流开始下降(如果设置了下降时间),直到 电焊熄灭,开始滞后停气。 高频或接触引弧 TIG 电弧的建立可以使用高频脉冲或者不使用。 若高频指示灯没有亮起,则可通过将钨针与工件轻轻接触来建立 电弧。按焊枪开关,然后迅速将钨针与工件的接触点提离(2T 功 能);就会同时有效地建立电弧。 进行高频引弧时,请按高频 (HF) 按键使指示灯亮起(部件 6) 。TIG 焊枪开关的持续按住还是松开,要根据选择的是 2T 还是 4T 。保护气开始流出,高频引弧引出焊接电弧。 设置参数 使用箭头键(3)选择焊接参数,并使用控制旋钮(8)调节参数值。设 置参数时,显示屏(2)会显示正在调节的参数,以及将要为其设置 © Kemppi Oy / 1339 13 ZH 的数值。三秒后,显示屏会返回常规状态,并显示焊接电流值。
设置功能
配置附加功能
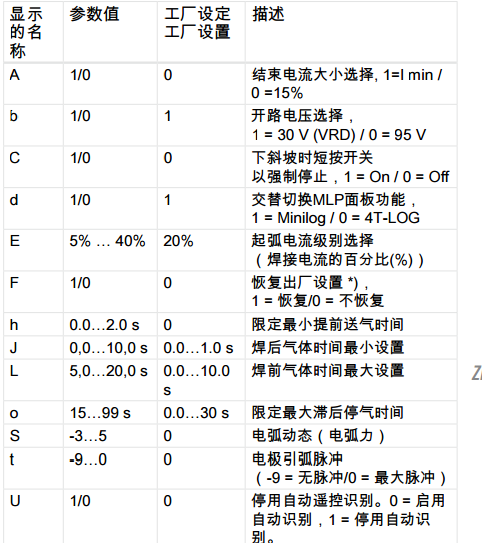
此焊机具有一些可使用“SETUP”功能进行选择和调节的附加功 能。若要启用和禁用此功能,请同时按两个箭头按钮 (3) 至少 5 秒。 在“SETUP”模式下,显示屏将显示要调节的参数的名称及其数 值。使用箭头按钮选择要调节的参数,并使用控制旋钮更改参数 值。下面的参数和值可用:
付款方式︰ TT