林肯FastMig X手工焊机

产品描述
林肯FastMig X手工焊机
FastMig X 350 和 X 450 均为多用途焊接电源,设计用于要求严苛的专业应用。适 用于一元化脉冲 MIG/MAG, 一元化 1-MIG 和普通 MIG/MAG 焊接,也包括升级了的 WiseRoot+™ 和 WiseThin+™ 工艺。它们还可以用作 MMA 焊接的焊接电源。当与 MasterTig LT 250 连接后,也可用作 TIG 焊接电源。
性能参数
控制面板
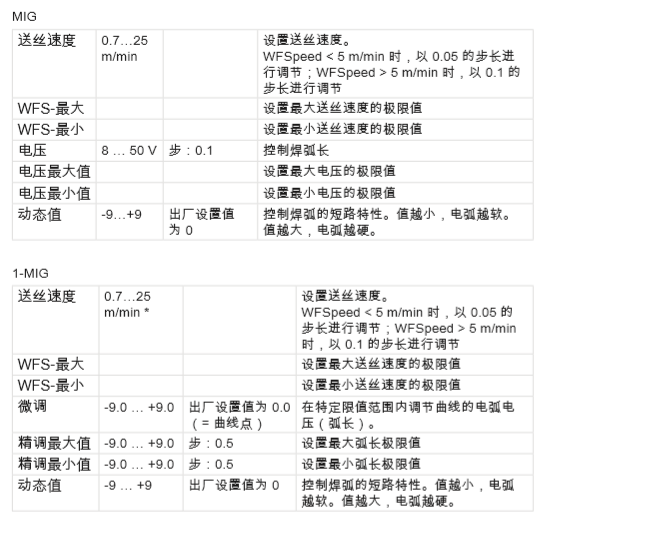
X37 FastMig X 电源的 X 37 控制面板配备有清晰 LCD 显示屏的逻辑菜单。操作者可通过菜单 在焊接之前、焊接过程中以及焊接之后对弧焊工艺和系统功能进行重新设定、调整和管 理。 以下信息详细描述了控制面板布局、按钮功能、操作以及设置。其中包括每一项菜单指令 的菜单选项和相关描述。
布局及按键功能

1.打开/关闭按钮 • 短按该按钮,面板将返回默认初始画面(通道信息)。 • 长按该按钮(>5 秒),将打开或关闭 X 37 面板和 XF 37(或 XF 38)送丝机面 板。 • 焊机开机时按下该按钮不放,将恢复出厂设置。恢复默认值时,面板将要求用户进 行确认。 • X 37面板关闭时,若打开某个送丝机面板 XF 37(或 XF 38),则该 X 37 面板也 将打开,且自动连接至该送丝机面板。 注意!此按钮将激活控制面板。使用电源前方的主开关控制电源开关
菜单键
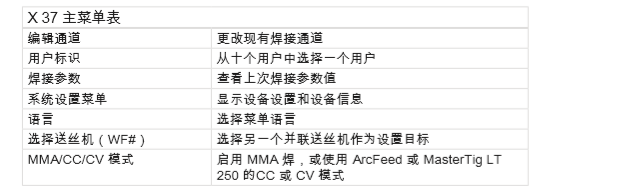
按此键显示主菜单列表。请按屏幕上的指令继续操作
控制旋钮
通过旋钮更改选定参数的数值。在MMA/CV/CC模式下,当面板处于默认初始画面(通 道信息)时,旋钮可用于调节电流(MMA和CC)或电压 (CV)。 5.菜单浏览键 使用上下按键可在菜单中上下移动选择框。在MMA/CV/CC模式下,当面板处于默 认初始画面(通道信息)时,Up/Down(上/下)旋钮可用于调节Arcforce (MMA) 和 Dynamics (CV/CC)。 6.菜单快捷键 • F1(CHANNEL INFO)显示所显示通道中记录的基本数据。连按 F1 可获得已经 选定的存储通道的更多详细信息。焊机开机期间,按下 F1 不放,则菜单语言恢复 为英语。 • F2(USER)查看并选择用户:1…10,管理员。选择 MMA/CC/CV 后,仅可选择 管理员。 • F3 (WF#)选择其它送丝机作为设置目标。该面板仅允许选择系统上发现的已连接 送丝机编号。选择 MMA/CC/CV 后,显示器将显示“MMA/CC/CV 模式”。 注意!一台 FastMig X 电源可连接 3 台送丝机。每次仅允许一台送丝机处于运行状 态。送丝机启动前,必须选定该送丝机。
付款方式︰ TT