林肯MinarcTig焊機

產品描述
MinarcTig是緊湊穩定型直流電焊機,適用於MMA和TIG焊接。這 款焊機非常輕便且功率強大,可通過自帶的模制手柄或隨附的肩 帶輕鬆攜帶至工作場所。 180和180 MLP型號可在常規照明電路中使用,即單相電網 中。250和250 MLP型號則需要三相電網。
焊接 MinarcTig是一款精確的焊接工具,只要遵守正確的操作步驟, 每次都能提供高質量的焊接效果。焊接質量不僅受焊機本身的影 響。除了帶熔斷器的正確電源之外,個人專業知識、輔助設備和 耗材也具有至關重要的作用。 在焊接電極與工件之間建立電弧后,焊接就會開始。除非已正確 設置設備,包括將接地線連接到工件上,否則無法進行焊接。該 電纜可建立一個讓焊接電流流通的焊接電路。請檢查接地線夾是 否已連接到待焊接的工件上,並且線夾觸點部位保持清潔和沒有 塗料。 MMA 焊接 MMA是一種簡單的焊接工藝。焊條以短路方式連接至工件,產 生的電弧可形成一個熔池,焊絲電極在其中熔化。焊條週圍的塗 層會燃燒,形成保護性氣圈和熔渣,可直接保護灼熱的熔池免受 空氣污染。熔渣會漂浮在灼熱的熔池內, 凝固在形成的焊道 內,保護冷焊效果。 電極沿焊縫緩慢移動。運行速度直接與所選的電極尺寸和焊接電 流成正比。 可用風剷清除焊渣,以露出焊接部位(始終佩戴 護目鏡)。 TIG 焊接 在TIG焊接中,焊弧形成于非耗材型鎢電極與工件之間。產生的 高溫焊弧將工件熔化以形成焊池,具有相似合金成分的焊絲緩慢 熔化至其中。灼熱的焊池和焊絲通過注入保護氣體而免受空氣污 染物的有害影響,這些氣體按照每分鐘約8–15升的速率從TIG焊 接炬的陶瓷噴嘴中流出。(本產品包不提供氣體調節器、流量計 和純氬保護氣)。
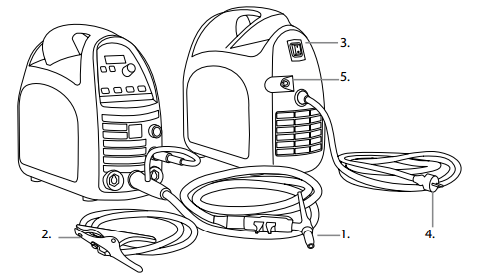
1. 焊接炬 2. 地線和地線夾 3. 主開關 4. 電源線(MinarcTig 180圖示) 5. 保護氣接頭
焊接電流調節和遙控
如果選擇了面板調節(PANEL),則可使用控制旋鈕逐步調節焊接 電流。 如果您要使用遙控調節焊接電流,則將遙控器連接至焊機,再使 用電流調節選擇器(7)選擇遙控。有以下遙控器可以選擇:RTC10 、RTC20、R10 和 R11F。腳踏遙控器 R11F 只能用於 2T 模式 下的 TIG 焊接。
2.6.2 MMA 焊接設置
當 MMA 符號旁邊的指示燈亮起時,說明選擇了 MMA 焊接模 式。如果需要,請按工藝選擇按鈕以選擇 MMA 工藝 (4)。焊機會 自動設置合適的引弧時間、引弧脈衝和動態引弧值。
2.6.3 TIG 焊接功能
通過按 MMA/TIG 按鈕選擇 TIG 焊接工藝。 2T 模式下的焊槍開關控制和高頻引弧 按下焊槍開關時,保護氣開始流出,然後高頻引弧電路自動引 弧。電流開始上升(如果設置了上升時間),直至達到設置的焊 接電流大小。在釋放焊槍開關時,電流開始下降。在指定的下降 時間過後,電弧熄滅,開始滯后停氣。 4T 模式下的焊槍開關控制和高頻引弧 按下焊槍開關時,保護氣開始流出。釋放該開關時,高頻引弧電 路將自動引弧。電流開始上升(如果設置了上升時間),直至達 到設置的焊接電流大小。在做好結束焊接準備時,再次按下並釋 放焊槍開關。焊接電流開始下降(如果設置了下降時間),直到 電焊熄滅,開始滯后停氣。 高頻或接觸引弧 TIG 電弧的建立可以使用高頻脈衝或者不使用。 若高頻指示燈沒有亮起,則可通過將鎢針與工件輕輕接觸來建立 電弧。按焊槍開關,然後迅速將鎢針與工件的接觸點提離(2T 功 能);就會同時有效地建立電弧。 進行高頻引弧時,請按高頻 (HF) 按鍵使指示燈亮起(部件 6) 。TIG 焊槍開關的持續按住還是鬆開,要根據選擇的是 2T 還是 4T 。保護氣開始流出,高頻引弧引出焊接電弧。 設置參數 使用箭頭鍵(3)選擇焊接參數,並使用控制旋鈕(8)調節參數值。設 置參數時,顯示屏(2)會顯示正在調節的參數,以及將要為其設置 © Kemppi Oy / 1339 13 ZH 的數值。三秒后,顯示屏會返回常規狀態,並顯示焊接電流值。
設置功能
配置附加功能
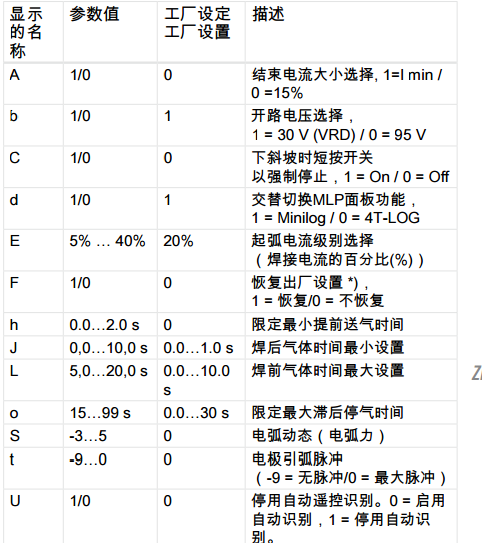
此焊機具有一些可使用“SETUP”功能進行選擇和調節的附加功 能。若要啟用和禁用此功能,請同時按兩個箭頭按鈕 (3) 至少 5 秒。 在“SETUP”模式下,顯示屏將顯示要調節的參數的名稱及其數 值。使用箭頭按鈕選擇要調節的參數,並使用控制旋鈕更改參數 值。下面的參數和值可用:
付款方式︰ TT