林肯MinarcMig Evo电焊机
产品介绍
MinarcMig Evo 170 and 200是简便灵活的MIG/MAG焊机,适于工业领域,野外和维修焊 接。在使用或维护此焊机前,请阅读操作手册并留作日后参考。 MinarcMig Evo可以耐受电源电压的波动,适合在野外连接发电机及较长的电源线供电。 电源采用PFC技术,确保优化使用单相供电。IGBT逆变电路的设计提供了面向所有焊丝 类型的可靠引弧和焊接性能。 随即提供焊枪和地线,包括焊枪,地线,接头和地线夹。
性能
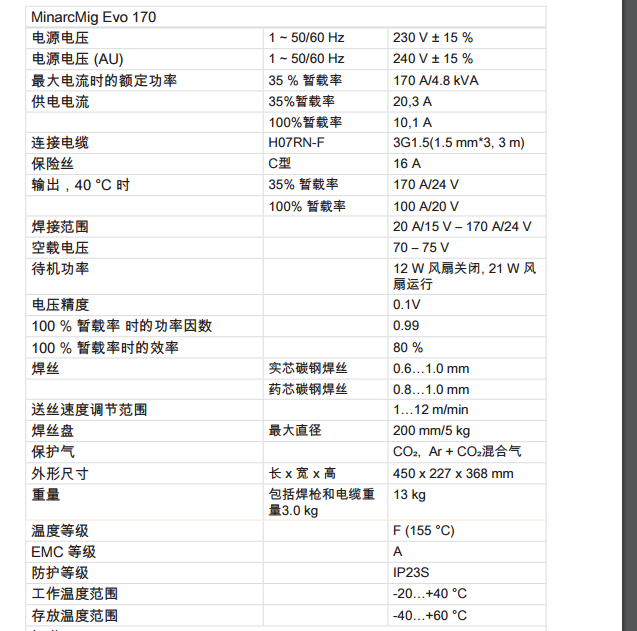
焊机小巧,轻便,高效。便于手提或肩背携带。适于广泛的焊接应用,可以接长供电电 缆,便于野外条件。适于发电机应用。 MinarcMig Evo 170置于手动模式,分立调节送丝速度和电压。MinarcMig Evo 200有自 动/手动两种模式。在自动模式下,你必须首先选择焊丝,然后根据工件厚度设置焊接电 压和送丝速度。调节有一个旋钮完成。调节右边的参数很方便。在自动模式下,弧长,热 输入收专家数据库控制。在手动模式下,焊接电压和送丝速度分别调节。面板LCD显示焊 接电流,电压和送丝速度,有助于焊机操作。 本焊机可以适用碳钢,不锈钢,铝焊丝,CuSi3。碳钢焊丝可以使 0.6mm,0.8mm,0.9mm,1.0mm,0.8面膜效果 。不锈钢焊丝 可以使0.8mm,0.9mm,1.0mm,铝焊丝1.0毫米和CuSi3焊丝可以使 0.8mm,0.9mm,1.0mm。
焊接
焊接效果还受到工件,焊接技术和焊接环境的影响。建议严格遵守手册指导。 焊接过程中,在焊机正负极之间形成焊接回路。出厂时,焊枪接在正极。极性端子在仓门 内,请勿变更,除非你要使用反极性焊接工艺。当装好焊丝,焊丝通过送丝机构经导丝管 送到导电嘴,焊接电流将通过导电嘴传导到焊丝上。地线夹和电缆(已装在焊机上)接到 工件上。当焊丝接触到工件,形成短路回路,电弧形成,开始焊接。地线应可靠连接,地 线夹接触面应干净,没有油漆或锈,这样电流才能正常流过。 焊接过程必须由保护气保护,防止空气混入熔池。纯CO2或Ar+CO2混合气适于碳钢焊 接。Ar+2%CO2适合不锈钢焊接。Ar适合
MinarcMig Evo 200控制面板
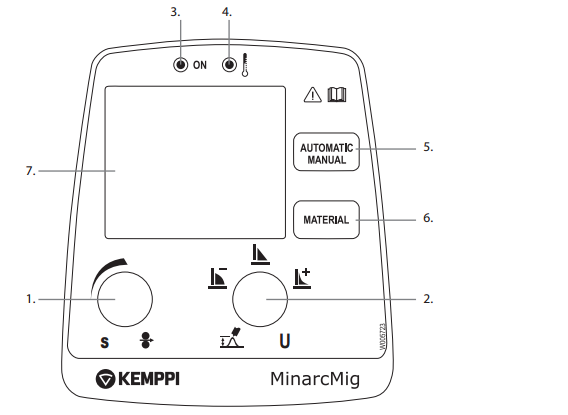
焊机控制面板在自动模式
7. 焊接功率控制(自动模式)或送丝速度控制(手动模式)
8. 弧长微调(自动模式)或焊接电压控制(手动模式)
9. 待机指示灯
10. 过热指示灯
11. 模式选择按钮
12. 测量选择按钮(自动模式)
13. 显示 自动模式下,焊接功率的选择工具工件的厚度决定。
焊机可以对弧长进行微调,从而影响 焊缝表面成形(自动模式)。自动模式下可以选择四种焊丝材料,可以通过材料选择按钮 选择不同的材料。手动模式下,送丝速度和焊接电压可以分别调节。可以用模式选择按钮 切换操作模式。注意材料或板厚选择是在自动模式下,手动模式中无效。指示灯显示焊机 处于待机状态,焊机温度正常。当闭合焊机电源,绿色待机指示灯亮。同时主开关上的指 示灯亮。如果焊接过程中过热,或电网电压过低或过高,自动停止焊接,黄色过热指示灯 亮。当温度下降,焊机可以正常工作,过热指示灯灭。确认焊机周围有足够的空间保证空 气流通,冷却焊机。 注意!用主开关开关焊机,不得把插头当开关使用。