林肯MinarcMig Evo電焊機
產品介紹
MinarcMig Evo 170 and 200是簡便靈活的MIG/MAG焊機,適於工業領域,野外和維修焊 接。在使用或維護此焊機前,請閱讀操作手冊並留作日後參考。 MinarcMig Evo可以耐受電源電壓的波動,適合在野外連接發電機及較長的電源線供電。 電源採用PFC技術,確保優化使用單相供電。IGBT逆變電路的設計提供了面向所有焊絲 類型的可靠引弧和焊接性能。 隨即提供焊槍和地線,包括焊槍,地線,接頭和地線夾。
性能
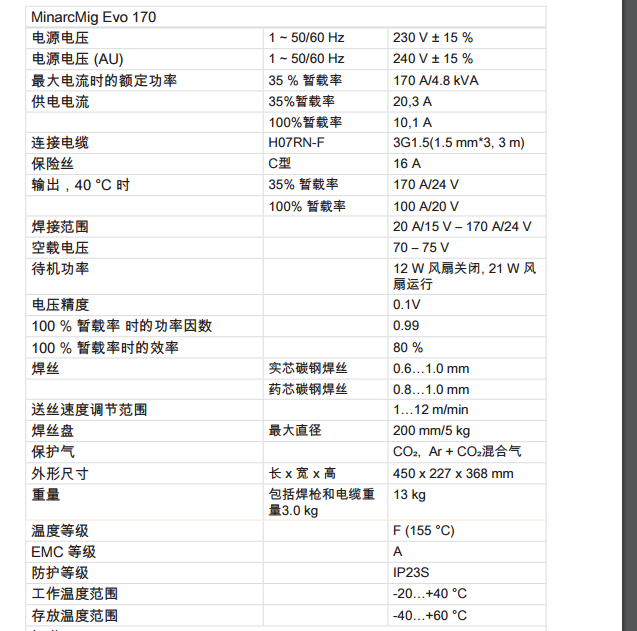
焊機小巧,輕便,高效。便於手提或肩背攜帶。適於廣氾的焊接應用,可以接長供電電 纜,便於野外條件。適於發電機應用。 MinarcMig Evo 170置於手動模式,分立調節送絲速度和電壓。MinarcMig Evo 200有自 動/手動兩種模式。在自動模式下,你必須首先選擇焊絲,然後根據工件厚度設置焊接電 壓和送絲速度。調節有一個旋鈕完成。調節右邊的參數很方便。在自動模式下,弧長,熱 輸入收專家數據庫控制。在手動模式下,焊接電壓和送絲速度分別調節。面板LCD顯示焊 接電流,電壓和送絲速度,有助于焊機操作。 本焊機可以適用碳鋼,不鏽鋼,鋁焊絲,CuSi3。碳鋼焊絲可以使 0.6mm,0.8mm,0.9mm,1.0mm,0.8面膜效果 。不鏽鋼焊絲 可以使0.8mm,0.9mm,1.0mm,鋁焊絲1.0毫米和CuSi3焊絲可以使 0.8mm,0.9mm,1.0mm。
焊接
焊接效果還受到工件,焊接技術和焊接環境的影響。建議嚴格遵守手冊指導。 焊接過程中,在焊機正負極之間形成焊接迴路。出廠時,焊槍接在正極。極性端子在倉門 內,請勿變更,除非你要使用反極性焊接工藝。當裝好焊絲,焊絲通過送絲機構經導絲管 送到導電嘴,焊接電流將通過導電嘴傳導到焊絲上。地線夾和電纜(已裝在焊機上)接到 工件上。當焊絲接觸到工件,形成短路迴路,電弧形成,開始焊接。地線應可靠連接,地 線夾接觸面應乾淨,沒有油漆或鏽,這樣電流才能正常流過。 焊接過程必須由保護氣保護,防止空氣混入熔池。純CO2或Ar+CO2混合氣適於碳鋼焊 接。Ar+2%CO2適合不鏽鋼焊接。Ar適合
MinarcMig Evo 200控制面板
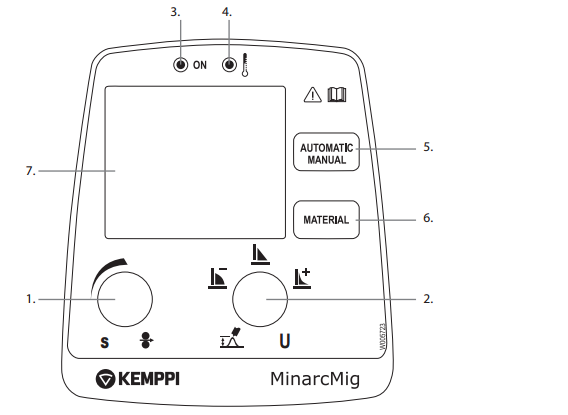
焊機控制面板在自動模式
7. 焊接功率控制(自動模式)或送絲速度控制(手動模式)
8. 弧長微調(自動模式)或焊接電壓控制(手動模式)
9. 待機指示燈
10. 過熱指示燈
11. 模式選擇按鈕
12. 測量選擇按鈕(自動模式)
13. 顯示 自動模式下,焊接功率的選擇工具工件的厚度決定。
焊機可以對弧長進行微調,從而影響 焊縫表面成形(自動模式)。自動模式下可以選擇四種焊絲材料,可以通過材料選擇按鈕 選擇不同的材料。手動模式下,送絲速度和焊接電壓可以分別調節。可以用模式選擇按鈕 切換操作模式。注意材料或板厚選擇是在自動模式下,手動模式中無效。指示燈顯示焊機 處於待機狀態,焊機溫度正常。當閉合焊機電源,綠色待機指示燈亮。同時主開關上的指 示燈亮。如果焊接過程中過熱,或電網電壓過低或過高,自動停止焊接,黃色過熱指示燈 亮。當溫度下降,焊機可以正常工作,過熱指示燈滅。確認焊機週圍有足夠的空間保証空 氣流通,冷卻焊機。 注意!用主開關開關焊機,不得把插頭當開關使用。